Процесс литографии
Шаблоны
Для производства ИС применяются шаблоны с высокой степенью интеграции (количеством дискретных элементов на одной кремниевой пластине). Рисунок шаблона обычно имеет сложную конфигурацию с размером элементов порядка нескольких микрон. Все это требует первоначально выдерживать топографический рисунок в увеличенном в 100—2000 раз размере. Изготовление фотошаблона с помощью увеличенного оригинала с последующим фотографическим уменьшением в несколько этапов и покрытием эмульсией не вызывает затруднений, но не позволяет переносить изображения элементов размером менее 5 мкм.
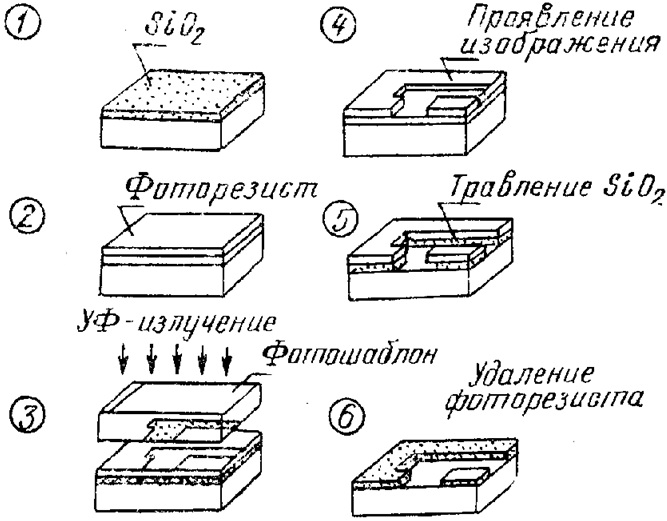
Рис.1. Процесс переноса изображения в фотолитографии
В последнее время в практике изготовления фотошаблонов применяются системы машинного проектирования. Созданная на экране дисплея геометрическая топология шаблона хранится в цифровом виде на магнитных дисках. С помощью генератора изображения происходит формирование электронным пучком элементов рисунка на стеклянном шаблоне, покрытом такими материалами, как оксиды железа, хрома или кремния. Эти шаблоны обладают разрешением 1 мкм.
Следует отметить, что по мере использования фотошаблонов происходит накопление на них дефектных элементов, что соответственно приводит к производству бракованных ИС. В связи с этим перед каждым экспонированием фотошаблоны проходят визуальный или машинный контроль и при определенном проценте дефектных элементов заменяются новыми.
Процесс переноса изображения в фотолитографии
На рис. 1 показана последовательность процесса литографического переноса изображения. Первоначально кремниевую пластину окисляют в сухом кислороде. Толщина окисного слоя при этом не превышает 1000 нм. На втором этапе на пластину наносят пленку резиста толщиной 1 мкм. Для достижения однородности пленки резист наносится на быстро вращающуюся вокруг вертикальной оси кремниевую пластину. Далее резист высушивают и экспонируют через фотошаблон ультрафиолетовым светом. Для устранения неэкспонированного материала резиста фотошаблоны проявляют в растворителе. На следующем этапе происходит стравливание вскрытых областей окиси кремния SiO2, травитель при этом не оказывает воздействия на резист. На последней, шестой стадии, удаляют резист с покрытых окисным слоем участков кремниевой пластины. Изображение, полученное на окиси кремния SiO2 используется в дальнейшем как маска. Диффузия в окисном слое, например, существенно медленнее, чем в самом кремнии.
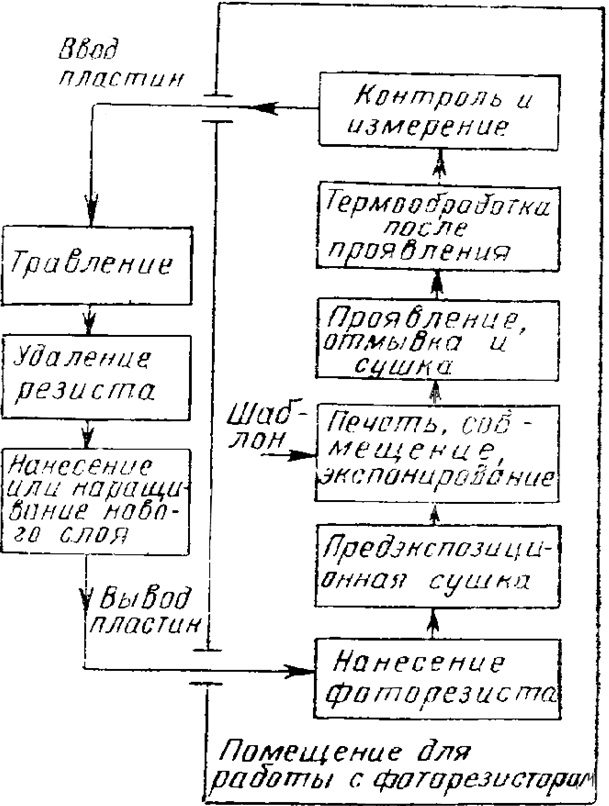
Рис.2. Блок-схема этапов литографического процесса при производстве ИС свойства резистов
На рис. 2 представлена схема этапов литографического процесса. В рамку выделены этапы, входящие в этот процесс. Полную ИС получают последовательным применением процесса литографического переноса изображения каждого топологического уровня.
Физические принципы применения резистов
Если в фотографическом процессе изображение соответствует распределению интенсивности исходящего от объекта света, то в литографии изображение соответствует профилю фотошаблона. Светочувствительная пленка, покрывающая фотошаблон, — фоторезист — под действием падающего излучения изменяет свои химические свойства, а требуемое изображение появляется после его проявления. Литографический процесс во многом похож на фотографический.
В литографии резисты могут быть как негативными, так и позитивными. Позитивный резист состоит обычно из трех компонентов: смолы, легко испаряющегося растворителя и фотоактивного соединения. Растворитель позволяет наносить резист на кремниевую пластину в жидком виде. Посуде испарения растворителя толщина сухой пленки резиста обычно находится в пределах 0,3—2 мкм. Наличие фотоактивного вещества в пленке препятствует ее растворению в водно-щелочном проявителе. Экспонирование светом позитивного резиста приводит к потере его защитных свойств. Растворимость негативных резистов в проявителе после облучения уменьшается (рис. 3). В случае позитивных резистов стравливанию, наоборот, подвергаются облученные участки.
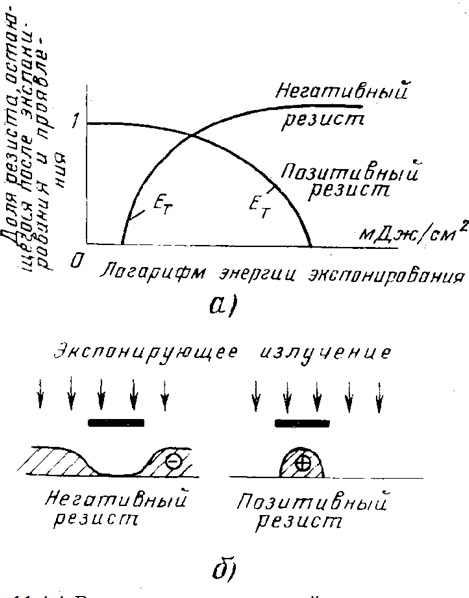
Рис.3. Влияние излучения на свойства резистов: а — оптические свойства резистов; б — изображение резиста после проявления
Размеры областей, свободных от резиста, зависят от времени облучения. При длительном облучении из-за процессов дифракции происходит уменьшение областей, покрытых резистом, по сравнению с их размерами на фотошаблоне.
Допустимые отклонения размеров элементов топологии в литографии
Даже самая простая ИС изготавливается с применением нескольких литографических прессов. Элементы топологии последовательных уровней шаблонов требуют при этом их жесткой пространственной увязки.
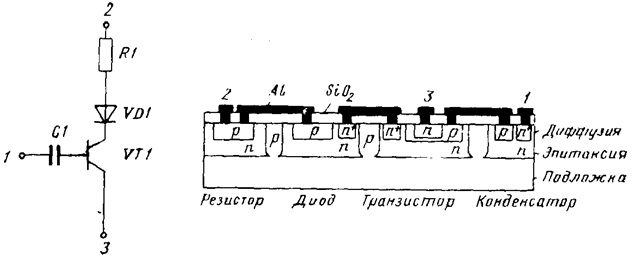
Рис.4. Топология п—р—n-транзистора
Элементарные области должны располагаться внутри базовых областей, элементы металлизации должны точно перекрывать контактные окна. На рис. 4 приведен пример совмещения положений, используемых при изготовлении транзисторов.
Соблюдение жестких допусков на размеры элементов, абсолютных отклонений линейных размеров является одной из основных проблем технологии изготовления ИС. Точность ручного совмещения изображений рисунка шаблона и сформированного на пластине изображения находится в пределах 0,5 мкм. Автоматизация этого процесса не приводит к полному исключению ошибок совмещения. Во время термических обработок кремниевой пластины, например диффузии, происходит боковое (в плане) проникновение атомов диффузанта, что также приводит к размытию профилей распределения легирующих примесей. В технологии изготовления ИС допуски литографического процесса обычно составляют ±0,6 мкм, что и определяет минимальный размер элементов изображения. В настоящее время проводятся работы в направлении создания методов измерения размеров элементов топологии фотошаблонов и самих кремниевых пластин с помощью оптической сканирующей электронной микроскопии. Однако точность этих измерений не превышает пока 0,5 мкм.