Физические основы электроэрозионной обработки металлов
Не вдаваясь в подробности электрического пробоя коротких промежутков в жидкости и динамики перехода к искровой или дуговой формам разряда, можно представить следующую картину разряда (рис.1).
Между катодом 1 и анодом 2 в течение некоторого времени, равного длительности импульса тока существует канал разряда. При этом в нем выделяются зоны прианодного 3 и прикатодного 5 падений напряжений, а также пламенный столб 4.
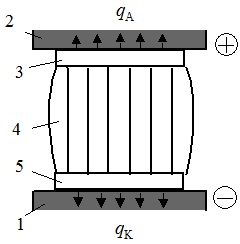
Рис.1. Разряд между электродами 1 и 2
В прикатодной области протяженностью порядка 10-5-10-4 см создается высокая напряженность электрического поля, достаточная для термоавтоэлектронной эмиссии из катода. Она равна ~106 В/см. В прикатодной области электроны на 2-3 длинах свободного пробега должны набрать энергию, достаточную для ударной ионизации молекул газа (пара) на границе плазменного столба, где необходимая концентрация носителей заряда для обеспечения тока поддерживается термической ионизацией.
В прикатодной области ток в основном сосредоточен в катодных пятнах (ток на одно пятно 1-5 А), беспорядочно двигающихся по опорной зоне на катоде. Поперечные размеры опорной зоны зависят от тока: при большом токе опорная зона разряда велика, с уменьшением тока она сужается.
На поверхность катода воздействует поток положительных ионов, излучение. Поступает энергия и за счет теплопроводности из канала разряда. Прикатодное падение напряжения Uк зависит от материала катода, и для большинства металлов оно составляет 15-20 В. Примерно половина мощности, равной Uкi, всеми механизмами передачи энергии (бомбардировка ионами, теплопроводностью и т.д.), поступает в виде теплового потока qк на поверхность катода в опорной зоне канала разряда qа.
Прианодная область также состоит из анодных пятен. В ней падение напряжения составляет 3-5 В. Анод подвергается бомбардировке электронами и отрицательными ионами, а также воздействию теплового потока.
Сопоставляя тепловые потоки на анод и катод, можно отметить, что при коротких импульсах поток на катод выше, и эрозия катода более существенна, чем анода. Поэтому электроискровая обработка обычно проводится при отрицательной полярности обрабатываемой детали. При больших длительностях соотношение обратное, и при электроимпульсной обработке деталь имеет, как правило, положительную полярность.
Тепловая мощность, подводимая к электродам из канала, составляет 103-104 Вт, что при малых размерах опорной зоны дает плотность теплового потока 109-1010 Вт/м2.
При воздействии такого мощного теплового потока тепловые процессы на электроде следующие (рис.2.)
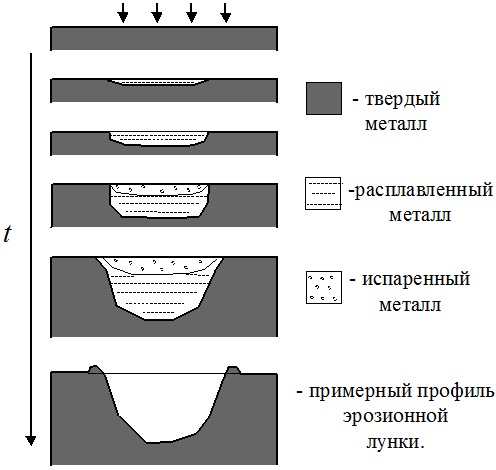
Рис.2. Развитие тепловых процессов во времени при электроэрозионной обработке материалов
Энергия, поступающая в электрод, нагревает материал. Поскольку тепловые процессы инерционны, то за счет теплопроводности сравнительно медленно повышается температура на некоторой глубине от поверхности материала.
Если проследить во времени динамику повышения температуры по глубине электрода, то можно установить следующие закономерности.
В начале процесса нагревается по мере поступления энергии поверхностный тонкий слой. Температура его повышается, достигая температуры плавления; начинается фазовый переход, требующий сравнительно большей энергии. Граница между твердым и жидким металлом удаляется от поверхности электрода.
Так как тепло поступает с поверхности и к границе плавления транслируется через жидкий металл, то жидкий металл нагревается вплоть до температуры испарения. С поверхности жидкого металла начинается испарение, и верхняя граница жидкого металла также смещается вглубь электрода.
Следует отметить, что такая картина тепловых процессов довольно условна, она близка к наблюдаемым при сравнительно медленных процессах (при электроимпульсной обработке). При быстрых процессах наблюдаются перегревы как твердой, так и жидкой фаз. Чем короче процесс, тем большая роль испарения в эрозии материала.
После окончания импульса тока (прекращения действия теплового потока) процесс продвижения границ плавления и испарения может некоторое время продолжаться за счет тепловой энергии, содержащейся в жидкой фазе, которая может иметь температуру, большую температуры плавления (а поверхностные слои — большую, чем температура кипения).
Как уже отмечалось, электроэрозионная обработка проводится в жидкой среде. Возникновение канала разряда и его существование вызывает разложение и испарение среды, сопровождающееся механическими эффектами, в частности, движением массы жидкости, окружающей возникший газовый пузырь.
Обычно газовый пузырь, образованный при разряде, совершает пульсирующие движения, пока полностью не захлопнется.
Потоки жидкости, а также взрывное расширение нагретого материала приводит к тому, что большая часть расплавленного металла выбрасывается в окружающую жидкость в виде мелких по форме близких к сферическим частицам. Естественно, часть расплавленного металла кристаллизуется. В результате на электроде образуется лунка с валообразным наростом по краям за счет кристаллизации и с плоским дном. На дне имеется некоторый слой перекристаллизованного материала, который по своей структуре отличается от исходного материала. На этом эффекте основан такой вид электроэрозионной обработки, как упрочнение поверхности.